4801 Woodway Drive, Suite 427 W, Houston, TX 77056
About Crown Bags LLC
Crown bags llc is a manufacturers representative distributing Type A to D bags , Food grade bags , woven polypropylene bags , paper bags & Container liners .
Crown bags llc is a manufacturers representative distributing Type A to D bags , Food grade bags , woven polypropylene bags , paper bags & Container liners .
Our industrial-grade packaging solutions are engineered for strength, reliability, and durability across the most demanding applications. At Crown Bags LLC, every bag is produced with strict material discipline, advanced reinforcement techniques, and multi-level quality checks to ensure zero breakage, zero leakage, and maximum performance during handling, filling, transport, and storage.
We use only 100% virgin PP, ensuring:
Virgin material eliminates impurities and offers consistent performance that recycled blends cannot match.

Our industrial-grade fabric uses:
Low filler content keeps the tape strength high and helps maintain bag integrity even under heavy loads.

Every industrial bag is UV-stabilized with 2% UV masterbatch, enabling:
This is critical for customers storing bags in open yards or exposed conditions.

We design every bag with:
This ensures safe lifting, stacking, and transport with zero breakage even under maximum load conditions.

To eliminate product leakage during filling and handling, our industrial bags incorporate:
These systems ensure no dust escape, especially for fine powders, chemicals, minerals, carbon, resins, and other flowable materials.
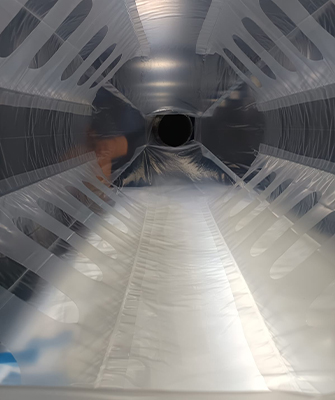
For moisture barrier, odor control, or chemical resistance, we provide:
Each liner is selected based on product type, density, and protection requirements.
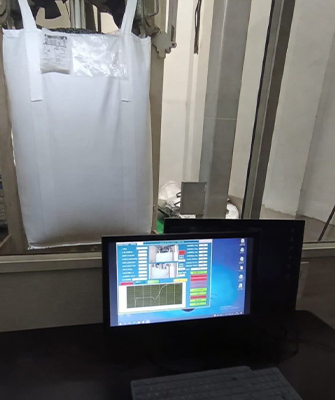
Our industrial-grade QC system covers:
No bag passes through without clearance from our QC team.
To improve print adhesion and prevent delamination:
This is critical for customers using printed or laminated bags.

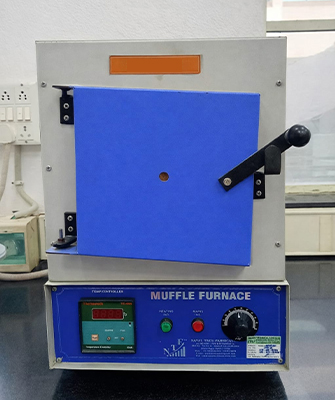
Our in-house lab is equipped with the latest testing machines, including:
This ensures every batch meets repeatable, certified industrial standards.
High Strength. Zero Leakage. Superior Materials. Certified Quality.
Crown Bags LLC delivers industrial-grade packaging built to perform reliably in any environment — from chemicals to minerals, from carbon to resins, from construction materials to dense powders.